KJÆLEDYR
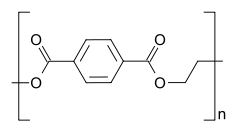
Polyetylentereftalat (noen ganger skrevet poly (etylentereftalat)), ofte forkortet KJÆLEDYR, PETE, eller den foreldede PETP eller PET-P, er den vanligste termoplastisk polymer harpiks av polyester familie og brukes i fibre til klær, containere for væsker og matvarer, termoforming for fremstilling, og i kombinasjon med glassfiber for engineering harpiks.
Det kan også vises til merkenavnet Dacron; i Storbritannia, Terylene; eller i Russland og det tidligere Sovjetunionen, Lavsan.
Størstedelen av verdens PET-produksjon er for syntetiske fibre (over 60%), med flaskeproduksjon som står for rundt 30% av den globale etterspørselen. I forbindelse med tekstilapplikasjoner blir PET referert til med sitt vanlige navn, polyester, mens forkortelsen KJÆLEDYR brukes vanligvis i forhold til emballasje. Polyester utgjør omtrent 18% av verdens polymerproduksjon og er den fjerde mest produserte polymer; polyetylen(FOT), polypropylen (PP) og polyvinylklorid (PVC) er henholdsvis første, andre og tredje.
PET består av polymerisert enheter av monomeren etylentereftalat, med gjentagelse (C10H8O4) enheter. PET blir ofte resirkulert, og har nummeret 1 som resirkuleringssymbol.
Avhengig av prosessering og termisk historie, kan polyetylentereftalat eksistere både som en amorf (gjennomsiktig) og som en halvkrystallinsk polymer. Det semikrystallinske materialet kan virke gjennomsiktig (partikkelstørrelse <500 nm) eller ugjennomsiktig og hvitt (partikkelstørrelse opp til noen få mikrometer) avhengig av krystallstruktur og partikkelstørrelse. Dens monomer bis (2-hydroksyetyl) tereftalat kan syntetiseres av forestring reaksjon mellom tereftalsyre og etylenglykol med vann som biprodukt, eller av transesterifisering reaksjon mellom etylenglykol og dimetyl-tereftalat med metanol som et biprodukt. Polymerisering er gjennom a polykondensasjon reaksjon av monomerene (utført umiddelbart etter forestring / transesterifisering) med vann som biprodukt.
| Names | |
|---|---|
| IUPAC navn
Poly (etylbenzen-1,4-dikarboksylat)
|
|
| Identifikatorer | |
| 25038-59-9 |
|
| Forkortelser | PET, PETE |
| Eiendommer | |
| (C10H8O4)n | |
| Molar masse | variabel |
| Tetthet | 1.38 g / cm3 (20 ° C), amorft: 1.370 g / cm3, enkelt krystall: 1.455 g / cm3 |
| Smeltepunkt | > 250 ° C, 260 ° C |
| Kokepunkt | > 350 ° C (nedbrytes) |
| praktisk talt uoppløselig | |
| Termisk ledningsevne | 0.15 til 0.24 W m-1 K-1 |
|
Brytningsindeks(nD)
|
1.57–1.58, 1.5750 |
| termo | |
| 1.0 kJ / (kg · K) | |
| Beslektede forbindelser | |
|
I slekt monomerer
|
Tereftalsyre Etylenglykol |
|
Med mindre annet er angitt, gis data for materialer i deres standardtilstand (ved 25 ° C [77 ° F], 100 kPa).
|
|
Bruker
Fordi PET er et utmerket vann- og fuktsperringsmateriale, brukes plastflasker laget av PET mye til brus (se karbonatisering). For visse spesialflasker, for eksempel de som er beregnet for ølinneslutning, smøres PET et ekstra polyvinylalkohol (PVOH) lag for ytterligere å redusere oksygengjennomtrengeligheten.
Biaxialt orientert PET film (ofte kjent under et av handelsnavnene, "Mylar") kan aluminiseres ved å fordampe en tynn film av metall på den for å redusere permeabiliteten og gjøre den reflekterende og ugjennomsiktig (MPET). Disse egenskapene er nyttige i mange bruksområder, inkludert fleksibel mat emballasje og varmeisolasjon. Se: “plasstepper“. På grunn av sin høye mekaniske styrke blir PET-film ofte brukt i tape-applikasjoner, som bærer for magnetbånd eller bakside for trykkfølsomme klebebånd.
Ikke-orientert PET-ark kan være termo å lage emballasjebrett og blisterpakninger. Hvis det brukes krystalliserbar PET, kan brettene brukes til frosne middager, siden de tåler både frysetemperatur og steketemperatur. I motsetning til amorf PET, som er gjennomsiktig, har krystalliserbar PET eller CPET en tendens til å være svart i fargen.
Når den er fylt med glasspartikler eller fibre, blir den betydelig stivere og mer holdbar.
PET brukes også som et underlag i tynnfilms solceller.
Terylene er også skjøvet i bjelketau-topper for å forhindre slitasje på tauene når de passerer gjennom taket.
Historie
PET ble patentert i 1941 av John Rex Whinfield, James Tennant Dickson og deres arbeidsgiver Calico Printers 'Association i Manchester, England. EI DuPont de Nemours i Delaware, USA, brukte først varemerket Mylar i juni 1951 og mottok registrering av det i 1952. Det er fremdeles det mest kjente navnet som brukes på polyesterfilm. Den nåværende eieren av varemerket er DuPont Teijin Films US, et partnerskap med et japansk selskap.
I Sovjet ble PET først produsert i laboratoriene til Institute of High-Molecular Compounds ved USSR Academy of Sciences i 1949, og navnet "Lavsan" er et akronym derav (laборатории Института высокомолекулярных соединений Академии наук СССР).
PET-flasken ble patentert i 1973 av Nathaniel Wyeth.
Fysiske egenskaper
PET i naturlig tilstand er en fargeløs, halvkrystallinsk harpiks. Basert på hvordan den behandles, kan PET være halvstiv til stiv, og den er veldig lett. Det gir en god gass og god fuktighetsbarriere, samt en god barriere mot alkohol (krever ekstra "barriere" -behandling) og løsningsmidler. Den er sterk og støtsikker. PET blir hvitt når det utsettes for kloroform og også andre kjemikalier som toluen.
Cirka 60% krystallisering er den øvre grensen for kommersielle produkter, med unntak av polyesterfibre. Klare produkter kan produseres ved hurtig avkjøling av smeltet polymer under Tg overgangstemperatur for glass for å danne et amorft fast stoff. Som glass dannes amorf PET når molekylene ikke får nok tid til å ordne seg på en ryddig, krystallinsk måte når smelten avkjøles. Ved romtemperatur er molekylene frosset på plass, men hvis nok varmeenergi settes tilbake i dem ved oppvarming over Tg, begynner de å bevege seg igjen, slik at krystaller kan kjerne og vokse. Denne prosedyren er kjent som faststoffkrystallisering.
Når den får avkjøles sakte, danner den smeltede polymeren et mer krystallinsk materiale. Dette materialet har sfærulitter som inneholder mange små krystallitter når det krystalliseres fra et amorft fast stoff, i stedet for å danne en stor enkelt krystall. Lys har en tendens til å spre seg når det krysser grensene mellom krystallitter og de amorfe områdene mellom dem. Denne spredningen betyr at krystallinsk PET i de fleste tilfeller er ugjennomsiktig og hvit. Fibertegning er blant de få industrielle prosessene som produserer et nesten-krystallprodukt.
Intrinsisk viskositet

En av de viktigste egenskapene til PET blir referert til egenviskositet (IV).
Materialets egenviskositet, funnet ved ekstrapolering til null konsentrasjon av relativ viskositet til konsentrasjon som måles i dl per gram (dℓ / g). Intrinsisk viskositet er avhengig av lengden på polymerkjedene, men har ingen enheter på grunn av ekstrapolering til null konsentrasjon. Jo lengre polymerkjeder er, jo mer forviklinger mellom kjeder og desto høyere er viskositeten. Den gjennomsnittlige kjedelengden til en bestemt gruppe harpiks kan kontrolleres i løpet av polykondensasjon.
Det indre viskositetsområdet til PET:
Fiberkarakter
- 0.40–0.70 Tekstil
- 0.72–0.98 Teknisk, dekkledning
Filmkarakter
- 0.60-0.70 BOPET (toveis orientert PET-film)
- 0.70–1.00 Arkkarakter for termoforming
Flaskeklasse
- 0.70–0.78 vannflasker (flat)
- 0.78–0.85 Karbonatisert brus
Monofilament, engineering plast
- 1.00-2.00
tørking
PET er hygroskopisk, noe som betyr at den absorberer vann fra omgivelsene. Men når denne "fuktige" PET deretter blir oppvarmet, vannet hydrolyserer PET, og reduserer dens motstandskraft. Før harpiksen kan behandles i en støpemaskin, må den således tørkes. Tørking oppnås ved bruk av a tørkemiddel eller tørketrommel før PET mates inn i prosessutstyret.
Inne i tørketrommelen pumpes varm tørr luft inn i bunnen av beholderen som inneholder harpiksen, slik at den strømmer opp gjennom pellets, og fjerner fuktighet på vei. Den varme våte luften forlater toppen av beholderen og kjøres først gjennom en etterkjøler, fordi det er lettere å fjerne fuktighet fra kald luft enn varm luft. Den resulterende, kjølige, våte luften føres deretter gjennom et tørkemiddellag. Til slutt oppvarmes den kalde, tørre luften som forlater tørkemiddelsengen på nytt i en prosessvarmer og sendes tilbake gjennom samme prosesser i en lukket sløyfe. Vanligvis må restfuktighetsnivåer i harpiksen være mindre enn 50 deler per million (deler vann per million deler harpiks, etter vekt) før prosessering. Oppbevaringstid for tørketrommel bør ikke være kortere enn omtrent fire timer. Dette er fordi tørking av materialet på mindre enn 4 timer vil kreve en temperatur over 160 ° C, på hvilket nivå hydrolyse ville begynne inne i pellets før de kunne tørkes ut.
PET kan også tørkes i tørketrommel med trykkluft. Tørkere med trykkluft gjenbruker ikke tørrluft. Tørr, oppvarmet komprimert luft sirkuleres gjennom PET-pelletsene som i tørkemiddel-tørketrommelen, og deretter frigjort til atmosfæren.
kopolymerer
I tillegg til ren (homo) PET, PET modifisert av kopolymerisasjonen er også tilgjengelig.
I noen tilfeller er de modifiserte egenskapene til kopolymer mer ønskelige for en spesiell anvendelse. For eksempel, cykloheksandimetanol (CHDM) kan legges til polymerryggraden i stedet for etylenglykol. Siden denne byggesteinen er mye større (6 ekstra karbonatomer) enn etylenglykol-enheten den erstatter, passer den ikke inn i nabokjedene slik en etylenglykol-enhet ville gjort. Dette forstyrrer krystallisering og senker polymerens smeltetemperatur. Generelt er slik PET kjent som PETG eller PET-G (polyetylentereftalatglykol-modifisert; Eastman Chemical, SK Chemicals og Artenius Italia er noen PETG-produsenter). PETG er en klar amorf termoplast som kan sprøytestøpes eller arkekstruderes. Den kan farges under behandlingen.
En annen vanlig modifiser er isoftalsyre, erstatter noen av de 1,4- (for å-) knyttet talat enheter. 1,2- (orto) eller 1,3- (meta-) kobling produserer en vinkel i kjeden, som også forstyrrer krystalliniteten.
Slike kopolymerer er fordelaktige for visse støpeanvendelser, så som termoforming, som for eksempel blir brukt til å lage brett eller blisteremballasje fra co-PET-film, eller amorf PET-plate (A-PET) eller PETG-ark. På den annen side er krystallisering viktig i andre bruksområder der mekanisk og dimensjonsstabilitet er viktig, for eksempel bilbelter. For PET-flasker er bruk av små mengder isoftalsyre, CHDM, dietylenglykol (DEG) eller andre komonomerer kan være nyttige: hvis bare små mengder comonomerer brukes, bremses krystalliseringen, men forhindres ikke helt. Som et resultat kan flasker fås via strekkblåsestøping (“SBM”), som både er klare og krystallinske nok til å være en tilstrekkelig barriere mot aromaer og til og med gasser, slik som karbondioksid i kullsyreholdige drikker.
Produksjon

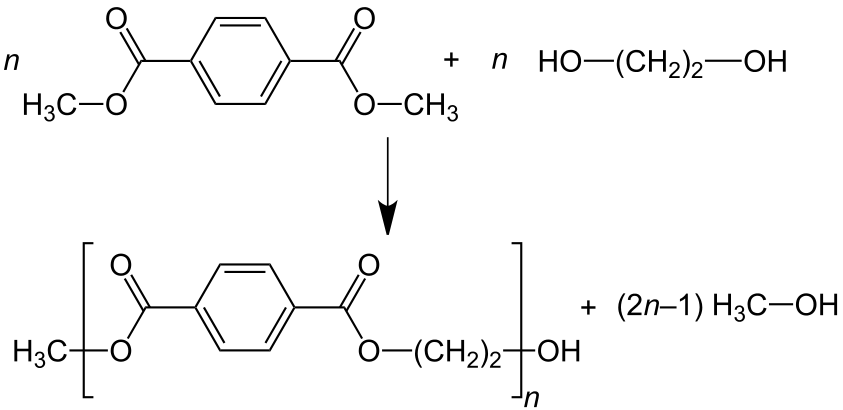
Polyetylentereftalat er produsert fra etylenglykol og dimetyl-tereftalat (C6H4(CO2CH3)2) Eller tereftalsyre.
Førstnevnte er en transesterifisering reaksjon, mens sistnevnte er en forestring reaksjon.
Dimetyl-tereftalat-prosess
In dimetyl-tereftalat prosess, blir denne forbindelsen og overskudd av etylenglykol omsatt i smelten ved 150-200 ° C med en basisk katalysator. metanol (CH3OH) fjernes ved destillasjon for å drive reaksjonen fremover. Overskudd av etylenglykol destilleres av ved høyere temperatur ved hjelp av vakuum. Det andre transesterifiseringstrinnet fortsetter ved 270-280 ° C, med kontinuerlig destillasjon av etylenglykol også.
Reaksjonene idealiseres som følger:
- Første skritt
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2ÅH)2 + 2 CH3OH
- Andre trinn
- n C6H4(CO2CH2CH2ÅH)2 → [(CO) C.6H4(CO2CH2CH2O)]n + n HIGH2CH2OH
Tereftalsyreprosess
på tereftalsyre prosess, forestring av etylenglykol og tereftalsyre blir utført direkte ved moderat trykk (2.7–5.5 bar) og høy temperatur (220–260 ° C). Vann elimineres i reaksjonen, og det fjernes også kontinuerlig ved destillasjon:
- n C6H4(CO2H)2 + n HIGH2CH2OH → [(CO) C.6H4(CO2CH2CH2O)]n + 2n H2O
degradering
PET blir utsatt for forskjellige typer nedbrytninger under behandlingen. De viktigste nedbrytningene som kan oppstå er hydrolytisk, og sannsynligvis viktigst, termisk oksidasjon. Når PET forringes, skjer det flere ting: misfarging, kjetting splittelser noe som resulterer i redusert molekylvekt, dannelse av acetaldehydog kryssbindinger ("Gel" eller "fish-eye" formasjon). Misfarging skyldes dannelsen av forskjellige kromoforiske systemer etter langvarig termisk behandling ved forhøyede temperaturer. Dette blir et problem når de optiske kravene til polymeren er veldig høye, slik som i emballasjeapplikasjoner. Den termiske og termooxidative nedbrytningen resulterer i dårlige prosesseringsegenskaper og ytelse av materialet.
En måte å lindre dette på er å bruke a kopolymer. Comonomer som CHDM eller isoftalsyre senk smeltetemperaturen og reduser krystalliteten av PET (spesielt viktig når materialet brukes til flaskeproduksjon). Således kan harpiksen være plastisk dannet ved lavere temperaturer og / eller med lavere kraft. Dette bidrar til å forhindre nedbrytning, og reduserer acetaldehydinnholdet i det ferdige produktet til et akseptabelt (det vil si ubemerkelig) nivå. Se kopolymerer, ovenfor. En annen måte å forbedre stabiliteten til polymeren er å bruke stabilisatorer, hovedsakelig antioksidanter som fos. Nylig har det også blitt vurdert stabilisering av molekylært nivå av materialet ved bruk av nanostrukturerte kjemikalier.
acetaldehyd
acetaldehyd er et fargeløst, flyktig stoff med en fruktig lukt. Selv om det dannes naturlig i noe frukt, kan det føre til at det smaker vann på flaske. Acetaldehyd dannes ved nedbrytning av PET gjennom feil håndtering av materialet. Høye temperaturer (PET spaltes over 300 ° C eller 570 ° F), høyt trykk, ekstruderhastigheter (overdreven skjærstrøm øker temperaturen) og lange tider med oppholdstid bidrar alle til produksjonen av acetaldehyd. Når acetaldehyd produseres, forblir noe av det oppløst i en beholder og deretter diffunderer inn i produktet som er lagret inni, og endrer smak og aroma. Dette er ikke et slikt problem for ikke-forbruksvarer (som sjampo), for fruktjuicer (som allerede inneholder acetaldehyd), eller for sterke smaker som brus. For flaskevann er imidlertid lavt acetaldehydinnhold ganske viktig, for hvis ingenting maskerer aromaen, kan til og med ekstremt lave konsentrasjoner (10–20 deler per milliard i vannet) acetaldehyd gi en smak.
antimon
antimon (Sb) er et metalloidelement som brukes som katalysator i form av forbindelser som antimon trioksid (Sb2O3) eller antimon triacetat i produksjonen av PET. Etter produksjon kan en påvisbar mengde antimon bli funnet på overflaten av produktet. Denne resten kan fjernes med vask. Antimon forblir også i selve materialet og kan dermed vandre ut i mat og drikke. Å utsette PET for koking eller mikrobølgeovn kan øke antimonnivåene betydelig, muligens over USEPA maksimale forurensningsnivåer. Drikkevannsgrensen vurdert av WHO er 20 deler per milliard (WHO, 2003), og drikkevannsgrensen i USA er 6 deler per milliard. Selv om antimontrioksid har lav toksisitet når det tas oralt, er dets tilstedeværelse fortsatt bekymringsfullt. Sveitserne Forbundskontoret for folkehelse undersøkte mengden antimonmigrasjon, sammenlignet vann tappet i PET og glass: Antimonkonsentrasjonen av vannet i PET-flasker var høyere, men fortsatt godt under den tillatte maksimale konsentrasjonen. Det sveitsiske føderale kontor for folkehelse konkluderte med at små mengder antimon migrerer fra PET til flaskevann, men at helserisikoen ved de resulterende lave konsentrasjonene er ubetydelig (1% av "tålelig daglig inntak”Bestemt av HVEM). En senere (2006), men mer publisert studie, fant lignende mengder antimon i vann i PET-flasker. WHO har publisert en risikovurdering for antimon i drikkevann.
Fruktjuicekonsentrater (som det ikke er etablert noen retningslinjer for), men som ble produsert og flasket i PET i Storbritannia, viste seg å inneholde opptil 44.7 µg / L antimon, godt over EUs grenser for vann fra springen på 5 µg / L.
biologisk nedbrytning
Nokardi kan nedbryte PET med et esteraseenzym.
Japanske forskere har isolert en bakterie Ideonella sakaiensis som har to enzymer som kan bryte ned PET i mindre biter som bakterien kan fordøye. En koloni av I. sakaiensis kan gå i oppløsning av en plastfilm på omtrent seks uker.
Sikkerhet
Kommentar publisert i Environmental Health Perspectives i april 2010 antydet at PET kunne gi etter hormonforstyrrende under betingelser for vanlig bruk og anbefalt forskning om dette emnet. Foreslåtte mekanismer inkluderer utvasking av ftalater samt utvasking av antimon. Artikkel publisert i Journal of Environmental Monitoring i april 2012 konkluderer med at antimonkonsentrasjon i avionisert vann lagret i PET-flasker holder seg innenfor EUs akseptable grense, selv om det lagres kort ved temperaturer opp til 60 ° C (140 ° F), mens flaskeinnhold (vann eller brus) noen ganger kan overskride EU-grensen etter mindre enn ett års lagring på rommet temperatur.
Flaske prosessutstyr

Det er to grunnleggende støpemetoder for PET-flasker, ett-trinns og totrinns. I to-trinns støping brukes to separate maskiner. Den første maskininjeksjonen støper preformen, som ligner et reagensglass, med flaskelokktrådene allerede støpt på plass. Rørets kropp er betydelig tykkere, da det vil bli oppblåst til sin endelige form i det andre trinnet ved bruk strekkblåsestøping.
I det andre trinn oppvarmes forformene raskt og blåses deretter opp mot en todelt form for å danne dem til den endelige formen til flasken. Preformer (uoppblåste flasker) brukes nå også som robuste og unike containere; i tillegg til nyhetsgodteri, distribuerer noen Røde Kors-kapitler dem som en del av Vial of Life-programmet til huseiere for å lagre medisinsk historie for beredskapsmottakere. En annen stadig mer vanlig bruk for preformene er containere i utendørsaktiviteter Geocaching.
I ett-trinns maskiner gjennomføres hele prosessen fra råstoff til ferdig beholder innenfor en maskin, noe som gjør den spesielt egnet for å støpe ikke-standardformer (tilpasset støping), inkludert krukker, flate ovale, kolberformer osv. Den største verdien er reduksjon i plass, produkthåndtering og energi og langt høyere visuell kvalitet enn det som kan oppnås med totrinnssystemet.
Polyester resirkuleringsindustri
I 2016 ble det beregnet at det produseres 56 millioner tonn PET hvert år.
Mens de fleste termoplaster i prinsippet kan gjenvinnes, PET-flaske gjenvinning er mer praktisk enn mange andre plastiske anvendelser på grunn av den høye verdien av harpiksen og den nesten eksklusive bruken av PET for mye brukt vann og kullsyreholdig tapping av brus. PET har en harpiksidentifikasjonskode av 1. Den viktigste bruken av resirkulert PET er polyester fiber, stropper og ikke-matbeholdere.
På grunn av resirkulerbarhet av PET og den relative mengden av avfall etter forbruker i form av flasker, får PET raskt markedsandeler som teppefiber. Mohawk Industries utgitt everSTRAND i 1999, en 100% resirkulert PET-fiber etter forbruker. Siden den tid har mer enn 17 milliarder flasker blitt resirkulert til teppefibre. Pharr Yarns, en leverandør til en rekke teppeprodusenter inkludert Looptex, Dobbs Mills og Berkshire Flooring, produserer en BCF (bulk kontinuerlig glødetråd) PET-teppefiber som inneholder minimum 25% resirkulert innhold etter forbruker.
Som mange plast er PET også en utmerket kandidat for termisk avhending (forbrenning), da det er sammensatt av karbon, hydrogen og oksygen, med bare spormengder av katalysatorelementer (men ikke svovel). PET har energiinnholdet i mykt kull.
Når du resirkulerer polyetylentereftalat eller PET eller polyester, må det generelt sett skilles mellom to måter:
- Den kjemiske gjenvinningen tilbake til de opprinnelige råvarene renset tereftalsyre (PTA) eller dimetyl-tereftalat (DMT) og etylenglykol (EG) der polymerstrukturen ødelegges fullstendig, eller i prosess-mellomprodukter som bis (2-hydroksyetyl) tereftalat
- Den mekaniske resirkuleringen der de opprinnelige polymeregenskapene opprettholdes eller rekonstitueres.
Kjemisk gjenvinning av PET vil bli kostnadseffektivt bare ved bruk av resirkuleringslinjer med høy kapasitet på mer enn 50,000 2000 tonn / år. Slike linjer kunne bare sees, om i det hele tatt, innenfor produksjonsstedene til veldig store polyesterprodusenter. Flere forsøk av industriell størrelse med å etablere slike kjemiske gjenvinningsanlegg har blitt gjort tidligere, men uten å lykkes med suksess. Selv den lovende kjemiske gjenvinningen i Japan har ikke blitt et industrielt gjennombrudd så langt. De to årsakene til dette er: til å begynne med vanskeligheten med å oppnå en kontinuerlig og kontinuerlig avfallsflaske med en så stor mengde på ett enkelt sted, og for det andre den stadig økte priser og prisvolatilitet på innsamlede flasker. Prisene på ballflasker økte for eksempel mellom 2008 og 50 fra omtrent 500 Euro / tonn til over 2008 Euro / tonn i XNUMX.
Mekanisk resirkulering eller direkte sirkulasjon av PET i polymert tilstand drives i de fleste forskjellige varianter i dag. Denne typen prosesser er typisk for liten og mellomstor industri. Kostnadseffektivitet kan allerede oppnås med anleggskapasiteter i området 5000–20,000 XNUMX tonn / år. I dette tilfellet er nesten alle typer tilbakemeldinger av resirkulert materiale i materialets opplag mulig i dag. Disse forskjellige resirkuleringsprosessene diskuteres i det følgende i detalj.
Foruten kjemiske forurensninger og degradering Produkter som er generert under første prosessering og bruk, er mekaniske urenheter som representerer hoveddelen av kvaliteten som deprecierer urenheter i resirkuleringsstrømmen. Resirkulerte materialer blir stadig oftere introdusert i produksjonsprosesser, som opprinnelig ble designet for nye materialer. Derfor blir effektive sorterings-, separasjons- og rengjøringsprosesser det viktigste for resirkulert polyester av høy kvalitet.
Når vi snakker om polyestergjenvinningsindustri, konsentrerer vi oss hovedsakelig om resirkulering av PET-flasker, som i mellomtiden brukes til alle slags flytende emballasje som vann, kullsyreholdig brus, juice, øl, sauser, vaskemidler, husholdningskjemikalier og så videre. Flasker er enkle å skille på grunn av form og konsistens, og adskiller seg fra avfallsplaststrømmer enten ved automatiske eller ved håndsorteringsprosesser. Den etablerte polyestergjenvinningsindustrien består av tre hoveddeler:
- PET-flaskeinnsamling og avfallssortering: avfallslogistikk
- Produksjon av rene flaskeflak: flakproduksjon
- Konvertering av PET-flak til sluttprodukter: flakebehandling
Mellomprodukt fra den første delen er flaskeavfall med et PET-innhold over 90%. Vanligste handelsform er balken, men også murte eller til og med løse, ferdigskårne flasker er vanlige i markedet. I det andre avsnittet konverteres de innsamlede flaskene til rene PET-flaskeflak. Dette trinnet kan være mer eller mindre komplekst og komplisert avhengig av den endelige flakkvaliteten. I løpet av det tredje trinnet blir PET-flaskeflak behandlet til alle slags produkter som film, flasker, fiber, glødetråder, stropper eller mellomprodukter som pellets for videre prosessering og prosjektering av plast.
Foruten denne eksterne (post-forbruker) polyesterflaskegjenvinning, eksisterer det antall interne (pre-forbruker) resirkuleringsprosesser, der det bortkastede polymermaterialet ikke forlater produksjonsstedet til det frie markedet, og isteden gjenbrukes i den samme produksjonskretsen. På denne måten gjenbrukes fiberavfall direkte for å produsere fiber, preformavfall blir gjenbrukt direkte for å produsere forformer, og filmavfall blir gjenbrukt direkte for å produsere film.
PET-flaske gjenvinning
Rensing og dekontaminering
Suksessen til ethvert resirkuleringskonsept er skjult i effektiviteten av rensing og dekontaminering på rett sted under prosessering og i nødvendig eller ønsket grad.
Generelt gjelder følgende: Jo tidligere i prosessen fremmede stoffer fjernes, og jo grundigere dette gjøres, desto mer effektiv er prosessen.
Høyden mykner temperatur på PET i området 280 ° C (536 ° F) er grunnen til at nesten alle vanlige organiske urenheter som PVC, PLA, polyolefin, kjemisk tremasse og papirfibre, polyvinylacetat, smeltlim, fargestoffer, sukker og protein rester blir omdannet til fargede nedbrytingsprodukter som i sin tur kan frigjøre i tillegg reaktive nedbrytingsprodukter. Deretter øker antall feil i polymerkjeden betydelig. Partikkelstørrelsesfordelingen av urenheter er veldig bred, de store partiklene på 60–1000 µm - som er synlige med det blotte øye og lett å filtrere - representerer det mindre onde, siden deres totale overflate er relativt liten og nedbrytningshastigheten er derfor lavere. Påvirkningen av de mikroskopiske partiklene, som - fordi de er mange - øker hyppigheten av defekter i polymeren, er relativt større.
Mottoet “Det øyet ikke ser hjertet kan ikke sørge over” anses å være veldig viktig i mange resirkuleringsprosesser. Derfor spiller fjerning av synlige urenhetspartikler ved smeltefiltreringsprosesser, i tillegg til effektiv sortering, en spesiell rolle i dette tilfellet.
Generelt kan man si at prosessene for å lage PET-flaskeflak fra oppsamlede flasker er like allsidige som de forskjellige avfallsstrømmene er forskjellige i sammensetning og kvalitet. Med tanke på teknologi er det ikke bare en måte å gjøre det på. I mellomtiden er det mange ingeniørfirmaer som tilbyr flakeproduksjonsanlegg og komponenter, og det er vanskelig å bestemme seg for den ene eller andre anlegget. Likevel er det prosesser som deler de fleste av disse prinsippene. Avhengig av sammensetning og urenhetsnivå for inngangsmateriale, brukes de generelle følgende trinnene.
- Balåpning, brikettåpning
- Sortering og utvalg for forskjellige farger, fremmedpolymerer spesielt PVC, fremmedlegemer, fjerning av film, papir, glass, sand, jord, steiner og metaller
- Forvask uten å kutte
- Grov skjæring tørr eller kombinert til forvask
- Fjerning av steiner, glass og metall
- Luftsikring for å fjerne film, papir og etiketter
- Sliping, tørr og / eller våt
- Fjerning av lavdensitetspolymerer (kopper) ved tetthetsforskjeller
- Hot-vask
- Kaustisk vask og overflatesetting, opprettholder egenviskositet og dekontaminering
- skylling
- Skylling av rent vann
- tørking
- Air-siling av flak
- Automatisk flakssortering
- Vannkrets og vannbehandlingsteknologi
- Flake kvalitetskontroll



Urenheter og materielle feil
Antall mulige urenheter og materialfeil som samler seg i det polymere materialet øker permanent - både når det behandles og ved bruk av polymerer - under hensyntagen til en økende levetid for levetiden, økende endelige applikasjoner og gjentatt gjenvinning. Når det gjelder resirkulerte PET-flasker, kan de nevnte feilene sorteres i følgende grupper:
- Reaktive polyester OH- eller COOH-endegrupper transformeres til døde eller ikke-reaktive sluttgrupper, f.eks. Dannelse av vinylesterendegrupper gjennom dehydrering eller dekarboksylering av tereftalatsyre, reaksjon av OH- eller COOH-endegrupper med monofunksjonell nedbrytning produkter som kullsyre eller alkoholer. Resultatene er redusert reaktivitet under re-polykondensering eller re-SSP og utvider fordelingen av molekylvekt.
- Endegruppeandelen forskyver seg i retning av COOH-endegruppene bygd opp gjennom en termisk og oksidativ nedbrytning. Resultatene er reduksjon i reaktivitet og økning i den autokatalytiske syre-dekomponering under termisk behandling i nærvær av fuktighet.
- Antall polyfunksjonelle makromolekyler øker. Akkumulering av geler og langkjedet forgrening defekter.
- Antall, konsentrasjon og rekke ikke-polymeridentiske organiske og uorganiske fremmede stoffer øker. Med hver nye termiske belastning vil de organiske fremmede stoffer reagere ved spaltning. Dette forårsaker frigjøring av ytterligere nedbrytningsbærende stoffer og fargestoffer.
- Hydroksyd- og peroksydgrupper bygger seg opp på overflaten av produktene laget av polyester i nærvær av luft (oksygen) og fuktighet. Denne prosessen blir akselerert av ultrafiolett lys. Under en behandlingsprosess i bakbenet er hydroperoksider en kilde til oksygenradikaler, som er kilde til oksidativ nedbrytning. Ødeleggelse av hydroperoksider skal skje før den første termiske behandlingen eller under mykgjøring og kan støttes av passende tilsetningsstoffer som antioksidanter.
Når man tar hensyn til de ovennevnte kjemiske defekter og urenheter, er det en kontinuerlig modifisering av de følgende polymeregenskaper under hver resirkuleringssyklus, som kan påvises ved kjemisk og fysisk laboratorieanalyse.
Spesielt:
- Økning av COOH sluttgrupper
- Økning av fargetallet b
- Økelse av dis (gjennomsiktige produkter)
- Økning av oligomerinnhold
- Reduksjon i filterbarhet
- Økning av innholdet av biprodukter som acetaldehyd, formaldehyd
- Økning av ekstraherbare utenlandske forurensninger
- Nedgang i farge L
- Nedgang på egenviskositet eller dynamisk viskositet
- Senking av krystalliseringstemperatur og økning av krystallisasjonshastighet
- Redusere de mekaniske egenskapene som strekkfasthet, forlengelse ved brudd eller elastisk modul
- Utvidelse av molekylvektfordeling
Gjenvinning av PET-flasker er i mellomtiden en industriell standardprosess som tilbys av et bredt utvalg av ingeniørselskaper.
Behandler eksempler for resirkulert polyester
Resirkuleringsprosesser med polyester er nesten like varierte som produksjonsprosessene basert på primære pellets eller smelte. Avhengig av renheten til de resirkulerte materialene, kan polyester brukes i dag i de fleste polyesterframstillingsprosesser som blanding med jomfruelig polymer eller i økende grad som 100% resirkulert polymer. Noen unntak som BOPET-film med lav tykkelse, spesielle applikasjoner som optisk film eller garn gjennom FDY-spinning ved> 6000 m / min, mikrofilamenter og mikrofibre produseres kun av jomfru polyester.
Enkel pelletering av flaskeflak
Denne prosessen består i å omdanne flaskeavfall til flak, ved å tørke og krystallisere flakene, ved å plastisere og filtrere, samt ved å pelletere. Produktet er et amorft re-granulat med en egenviskositet i området 0.55–0.7 dℓ / g, avhengig av hvor fullstendig for-tørking av PET-flak.
Spesiell egenskap er: Acetaldehyd og oligomerer er inneholdt i pellets på lavere nivå; viskositeten reduseres på en eller annen måte, pellets er amorfe og må krystalliseres og tørkes før videre bearbeiding.
Behandler til:
- A-PET-film for termoforming
- I tillegg til PET-jomfruproduksjon
- BOPET emballasjefilm
- PET-flaske harpiks av SSP
- Teppegarn
- Ingeniørplast
- filamenter
- Ikke-vevet
- Emballasje striper
- Stiftfiber.
Å velge den ompelleterende måten betyr å ha en ekstra konverteringsprosess som på den ene siden er energikrevende og kostnadskrevende, og forårsaker termisk ødeleggelse. På den andre siden gir pelleteringstrinnet følgende fordeler:
- Intensiv smeltefiltrering
- Mellomkvalitetskontroll
- Endring etter tilsetningsstoffer
- Produktvalg og separering etter kvalitet
- Behandlingsfleksibiliteten økte
- Kvalitetsuniformisering.
Produksjon av PET-pellets eller flak for flasker (flaske til flaske) og A-PET
Denne prosessen er i prinsippet lik den som er beskrevet ovenfor; imidlertid produseres pellets direkte (kontinuerlig eller diskontinuerlig) og blir deretter utsatt for en solid-state polykondensasjon (SSP) i en tørketrommel eller en vertikal rørreaktor. I løpet av dette prosesseringstrinnet bygges den tilsvarende egenviskositeten på 0.80-0.085 dℓ / g på nytt, og samtidig reduseres acetaldehydinnholdet til <1 ppm.
Det faktum at noen maskinprodusenter og linjebyggere i Europa og USA gjør en innsats for å tilby uavhengige resirkuleringsprosesser, for eksempel den såkalte flaske til flaske (B-2-B) prosessen, som f.eks. BEPET, Starlinger, URRC eller BÜHLER, tar sikte på generelt å fremlegge bevis for "eksistensen" av de nødvendige ekstraksjonsrester og fjerning av modellforurensninger i henhold til FDA som anvender den såkalte utfordringstesten, som er nødvendig for påføring av den behandlede polyester i matvaresektoren. I tillegg til denne prosessgodkjenningen, er det likevel nødvendig at enhver bruker av slike prosesser hele tiden må kontrollere FDA-grensene for råvarene produsert av ham selv for sin prosess.
Direkte konvertering av flaskeflak
For å spare kostnader jobber stadig flere polyester-mellomprodusenter, som spinnerier, stroppefabrikker eller støpte filmfabrikker med direkte bruk av PET-flakene, fra behandling av brukte flasker, med tanke på å produsere en økende antall polyester-mellomprodukter. For justering av nødvendig viskositet, foruten effektiv tørking av flakene, er det muligens også nødvendig å rekonstituere viskositeten gjennom polykondensasjon i smeltefasen eller faststoff-polykondensasjon av flakene. De siste PET-flakekonverteringsprosessene bruker tvillingskrueekstrudere, flerskruekstrudere eller flerrotasjonssystemer og tilfeldig avgassing for å fjerne fuktighet og unngå forhånddørking av flak. Disse prosessene tillater omdanning av tørkede PET-flak uten betydelig reduksjon av viskositeten forårsaket av hydrolyse.
Når det gjelder forbruket av PET-flaskeflak, blir hoveddelen på omtrent 70% omdannet til fibre og filamenter. Når du bruker direkte sekundære materialer som flaskeflak i spinningsprosesser, er det noen få behandlingsprinsipper å få.
Høyhastighets spinningsprosesser for fremstilling av POY trenger normalt en viskositet på 0.62–0.64 dℓ / g. Fra flaskeflak kan viskositeten stilles inn via tørkegraden. Den ekstra bruken av TiO2 er nødvendig for fullstendig matt eller halv kjedelig garn. For å beskytte spinnene er det i alle fall nødvendig med en effektiv filtrering av smelten. Foreløpig er mengden POY laget av 100% resirkuleringspolyester ganske lav fordi denne prosessen krever høy renhetsgrad av spinnsmelting. Det meste av tiden brukes en blanding av jomfru og resirkulerte pellets.
Stiftfibre er spunnet i et iboende viskositetsområde som ligger noe lavere og som bør være mellom 0.58 og 0.62 dℓ / g. Også i dette tilfellet kan den nødvendige viskositeten justeres ved tørking eller vakuumjustering i tilfelle av vakuumekstrudering. For justering av viskositeten er imidlertid et tillegg av kjedelengdemodifikator som etylenglykol or dietylenglykol kan også brukes.
Spinning non-woven - i fin titerfeltet for tekstilapplikasjoner samt tung spinning non-woven som basismaterialer, for eksempel til takbelegg eller i veibygging - kan produseres ved å spinne flaskeflak. Spinnviskositeten er igjen innenfor et område på 0.58–0.65 dℓ / g.
Et felt med økende interesse der resirkulerte materialer blir brukt er fremstilling av emballasjestrenger med høy fasthet og monofilamenter. I begge tilfeller er det opprinnelige råmaterialet et hovedsakelig resirkulert materiale med høyere egenviskositet. Deretter produseres emballasjer med høy fasthet samt monofilament i smeltespinningsprosessen.
Gjenvinning til monomerer
Polyetylentereftalat kan depolymeriseres for å gi bestanddelmonomerer. Etter rensing kan monomerene brukes til å fremstille nytt polyetylentereftalat. Esterbindingen i polyetylentereftalat kan spaltes ved hydrolyse eller ved transesterifisering. Reaksjonene er ganske enkelt det motsatte av de som ble brukt i produksjon.
Delvis glykolyse
Delvis glykolyse (transesterifisering med etylenglykol) omdanner den stive polymeren til kortkjedede oligomerer som kan smeltefilteres ved lav temperatur. Når oligomerene er frigjort for urenheter, kan de føres tilbake til produksjonsprosessen for polymerisering.
Oppgaven består i å mate 10–25% flaskeflak mens du opprettholder kvaliteten på flaskepelletsene som er produsert på linjen. Dette målet løses ved å nedbryte PET-flaskeflakene - allerede under deres første plastifisering, som kan utføres i en enkelt- eller flerskrueekstruder - til en egenviskositet på omtrent 0.30 dℓ / g ved å tilsette små mengder etylenglykol og ved å utsette smeltestrømmen med lav viskositet for en effektiv filtrering direkte etter mykning. Videre bringes temperaturen til lavest mulig grense. I tillegg, med denne måten å bearbeide, er muligheten for en kjemisk nedbrytning av hydroperoksydene mulig ved å tilsette en tilsvarende P-stabilisator direkte ved mykning. Ødeleggelsen av hydroperoksydgruppene er allerede med andre prosesser utført i løpet av det siste trinnet av flakebehandling, f.eks.3PO3. Det delvis glykolyserte og finfiltrerte resirkulerte materialet blir kontinuerlig matet til forestrings- eller prepolykondensasjonsreaktoren, doseringsmengdene av råvarene blir justert tilsvarende.
Total glykolyse, metanolyse og hydrolyse
Behandlingen av polyesteravfall gjennom total glykolyse for fullstendig å omdanne polyesteren til bis (2-hydroksyetyl) tereftalat (C6H4(CO2CH2CH2ÅH)2). Denne forbindelsen renses ved vakuumdestillasjon og er et av mellomproduktene som brukes i polyesterfremstilling. Reaksjonen involvert er som følger:
- [(CO) C6H4(CO2CH2CH2O)]n + n HIGH2CH2ÅH → n C6H4(CO2CH2CH2ÅH)2
Denne gjenvinningsveien er blitt utført i industriell skala i Japan som eksperimentell produksjon.
I likhet med total glykolyse konverterer metanolyse polyesteren til dimetyl-tereftalat, som kan filtreres og vakuumdestilleres:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n CH3ÅH → n C6H4(CO2CH3)2
Metanolyse utføres bare sjelden i industrien i dag fordi polyesterproduksjon basert på dimetyl-tereftalat har krympet voldsomt, og mange dimetyl-tereftalat-produsenter har forsvunnet.
Også som ovenfor kan polyetylentereftalat hydrolyseres til tereftalsyre og etylenglykol under høy temperatur og trykk. Den resulterende rå tereftalsyre kan renses ved rekrystallisering for å gi materiale egnet for re-polymerisasjon:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O → n C6H4(CO2H)2 + n HIGH2CH2OH
Denne metoden ser ikke ut til å ha blitt kommersialisert ennå.